High-performance industrial polypropylene ball valves and compression fittings. Engineered for PN10 & PN16 safety margins.







Analysis of polymer properties, global distribution networks, and manufacturing efficiency dynamics.
Polypropylene (PP-H and PP-R copolymers) represents the pinnacle of modern structural plumbing. Its inherent resistance to chemical degradation, zero-corrosion risk, and high thermal capacity makes PP ball valves the standard choice for handling demanding fluid dynamics in global infrastructure systems.
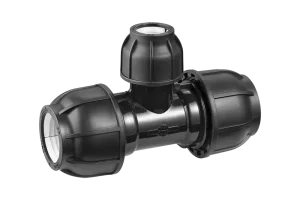
For operations up to 1.6 MPa (PN16), our PP compression fittings and ball valves offer reliable security. Designed with a robust split ring, a durable NBR/EPDM O-ring seal, and dynamic structural bodies, they prevent leaks under high hydraulic shock and thermal expansion.
From agricultural fields in Europe to municipal pipelines in South America, international supply chains demand rapid, chemical-resistant connectivity solutions. We design our components to comply with WRAS, CE, and GOST, ensuring standard interoperability globally.
Modern industrial supply chains operate on thin margins and demand high quality. Minde coordinates the sourcing of raw materials, utilizes automated injection molding, and leverages Ningbo's shipping logistics to provide a reliable solution for global procurement offices.
By automating raw material management and cycle operations, Minde maintains tight dimensional control. This approach minimizes defect rates and optimizes the cost structure for large-volume OEM procurement.
Key Advantage: Triple-point inspection protocols from raw material processing to pressure test delivery.
Over two decades of structural plastic fabrication innovation, operating from Zhejiang Province, China.
Overview of our automated molding and processing facilities.








Compliance documentation verifying system reliability across global markets.
MINDE warmly welcome the partners all over the world, our principle is INNOVATION, QUALITY, PRICE, SERVICE, our company persists in expanding the market by brand and support brand by service. We are contributing to the worldwide customers with high quality products, best service and reasonable price.
With high quality and high efficiency, the company has passed ISO9001:2022, ISO14001, CE, British WRAS, Russian GOST and other certifications. Products are exported to Russia, Ukraine, Southeast Asia, South America, the Middle East and other more than 50 countries.
Optimized configurations engineered for agricultural, residential, and heating projects.

Ensures non-toxic delivery of clean potable water. Certified under rigorous international sanitary standards.

Optimized to resist UV exposure, chemical fertilizers, and sudden outdoor pressure changes.

Integrates EVOH oxygen barriers and PE-Xb high thermal stability materials to protect closed-loop water heating systems.

Provides chemical resistance in corrosive, acidic, and alkaline environments, minimizing system downtime.
Selecting the correct plastic pipe system requires understanding the polymer's crystalline structure. Homopolymer Polypropylene (PP-H) provides excellent chemical resistance and high stiffness at high temperatures, making it suitable for industrial processing. However, it can become brittle in cold conditions. Random Copolymer Polypropylene (PP-R) introduces ethylene molecules into the polymer chain, improving flexibility and impact strength, which is ideal for residential plumbing systems.
Block Copolymer Polypropylene (PP-B) balances stiffness and impact resistance through structured phase domains, making it a reliable solution for heavy-duty agricultural irrigation pipelines where external impacts are common.
In hydronic underfloor heating, oxygen permeation through standard plastic pipe walls can cause corrosion of metal components like boilers and manifolds. PEX-b EVOH (Ethylene Vinyl Alcohol Copolymer) multi-layer pipes address this by incorporating a high-density barrier layer. This layer prevents oxygen diffusion into the circulating water, protecting the metallic elements within closed heating loops.
PP compression fittings facilitate quick connection of HDPE pipes without heat fusion. The connection is secured by tightening a threaded nut, which forces a plastic split ring to grip the pipe. This mechanical hold is backed by an elastomeric O-ring that seals against fluid bypass, creating a reliable joint rated for PN16 pressure.
Technical answers to key procurement, installation, and engineering questions.
Under normal operational conditions at standard temperatures (below 25°C) and pressure cycles up to 1.6 MPa (PN16), our PP compression fittings have a design lifetime exceeding 50 years. This longevity is achieved through the use of UV-stabilized carbon black additives and virgin polypropylene raw materials.
Yes. Because polypropylene does not corrode in acidic or alkaline soils, PP ball valves are suitable for direct burial. However, to ensure long-term ease of maintenance, we recommend installing the valves within a valve box to protect them from excessive soil compaction and mechanical strain.
We source raw materials from established international chemical manufacturers. Each incoming batch is tested for melt flow index (MFI), density, and moisture content. The raw materials are assigned a batch number linked to production runs, allowing for full quality traceability throughout the manufacturing process.
Our piping systems are certified under the WRAS (Water Regulations Advisory Scheme) standards in the UK, and carry CE markings for conformity with EU safety, health, and environmental protection guidelines. This ensures they are suitable for municipal potable water networks.
PP valve pricing is primarily determined by raw material resin costs, manufacturing volume, mold customization requests, and shipping configurations. Bulk container orders benefit from lower unit costs and optimized logistics expenses.
Additional custom fittings designed for high-performance municipal, domestic, and commercial piping systems.


















